©北京神钢联公司
2005 企业信息 |
| 自动板形测量、控制系统 |
|
神钢联公司为各型冷轧机组设计、集成、安装、调试自动板形测量、控制系统。 |
|
1. 板形测量仪 |
|
可供用户选用的自动板形测量仪有: |
|
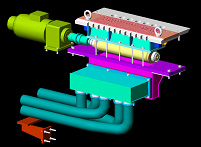
1.1. C-Flat 板形仪(非接触式) |
|
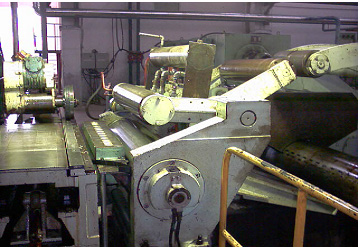
C-Flat板形测量仪为德国SIEMENS公司于本世纪初推向市场的非接触式板形测量仪,神钢联公司为土耳其提供的SG800ACH铜箔冷轧机组装备了该型板形测量仪。 |
  |
|
非接触式板形测量仪的特点是与被测的金属不接触,消除了对金属表面的损伤,也避免了运动金属带对板形测量仪传感元件的损伤,可靠性好,运行及维护成本低。 |
|
C-Flat板形测量仪的特点是采用空气作为金属带的波动源,金属带的谐振振幅和频率可控,测量精度高,抗干扰能力强。 |
|
1.2. Z-Flat 板形仪(非接触式) |
|
Z-Flat板形测量仪为西安冶金建筑科技大学钟春生教授发明的非接触式板形测量仪(专利号:),神钢联公司为该型板形测量仪的唯一许可营销商。 |
 |
|
Z-Flat板形测量仪的传感原理与C-Flat板形测量仪相同,特点是利用金属带运动的自然波动,检测金属带的自然振幅和频率,省去了复杂的波动源发生装置。对数学模型和软件要求较高。 |
|
1.3. BFI-ROLL板形仪(接触式) |
|
2. 板形控制系统 |
|
神钢联公司研发的自动板形控制系统是将板形测量仪提供的板形信息依据一定的数学模型,转换成对板形调节的控制信号,指导伺服机构自动调节板形。 |
 |
|
神钢联公司研发的自动板形控制系统为反馈控制系统。 |
|
自动调节板形的模式有3种: |
|
(1)抽辊闭环,弯辊开环控制。即以消除边浪为主的抽辊调节全自动实现,即以消除中浪为主的弯辊(或分段冷却)调节由人工干预半自动实现。 |
|
(2)抽辊开环,弯辊闭环控制。即以消除边浪为主的抽辊调节由人工干预半自动实现,即以消除中浪为主的弯辊(或分段冷却)调节全自动实现。 |
|
(3)抽辊、弯辊同时闭环控制。即以消除边浪为主的抽辊调节和以消除中浪为主的弯辊(或分段冷却)调节全部自动实现。 |
|